Capturing CO2 using heat pumps
Capturing the greenhouse gas CO2 from industrial processes such as cement manufacture is a demanding and therefore expensive exercise. However, by introducing a renewable powered heat pump in the capture system, the energy required to capture CO2 is reduced by three quarters.
This should be good news for the climate, since cement manufacture is responsible for six per cent of the world’s CO2 emissions. This is more than the combined output of all the aircraft in the world. Among other things, this has prompted Norway’s Socialist Left Party to launch the idea of creating a market for cement manufactured with zero emissions.
The new cleaning technology that is being launched may however be used in all industrial processes which emit CO2 in exhaust gases, such as cement manufacture, metallurgy, waste incineration and coal-fired power stations.
Combining different technologies
The calculations and method originate at SINTEF Industry and Politecnico di Milano, which has succeeded in reducing energy consumption during CO2 capture and cleaning (scrubbing) using so-called SARC technology. SARC stands for “Swing Adsorption Reactor Cluster”. This is a CO2 capture process which combines the use of a heat pump and a vacuum pump to reduce energy consumption when removing CO2 from exhaust gas.
In practice this means that the heat generated in the chemical reaction that takes place during the capture of CO2 is recovered. It is then re-used in the more energy-demanding process in which the CO2 is released from the chemical (the adsorbent) which removed the CO2 in the first step.
This takes place by means of heat pump technology. In addition the desorption is subjected to moderate pressure decrease, which enables the heat pump to function more effectively, and thereby improving its energy efficiency. (See illustration)
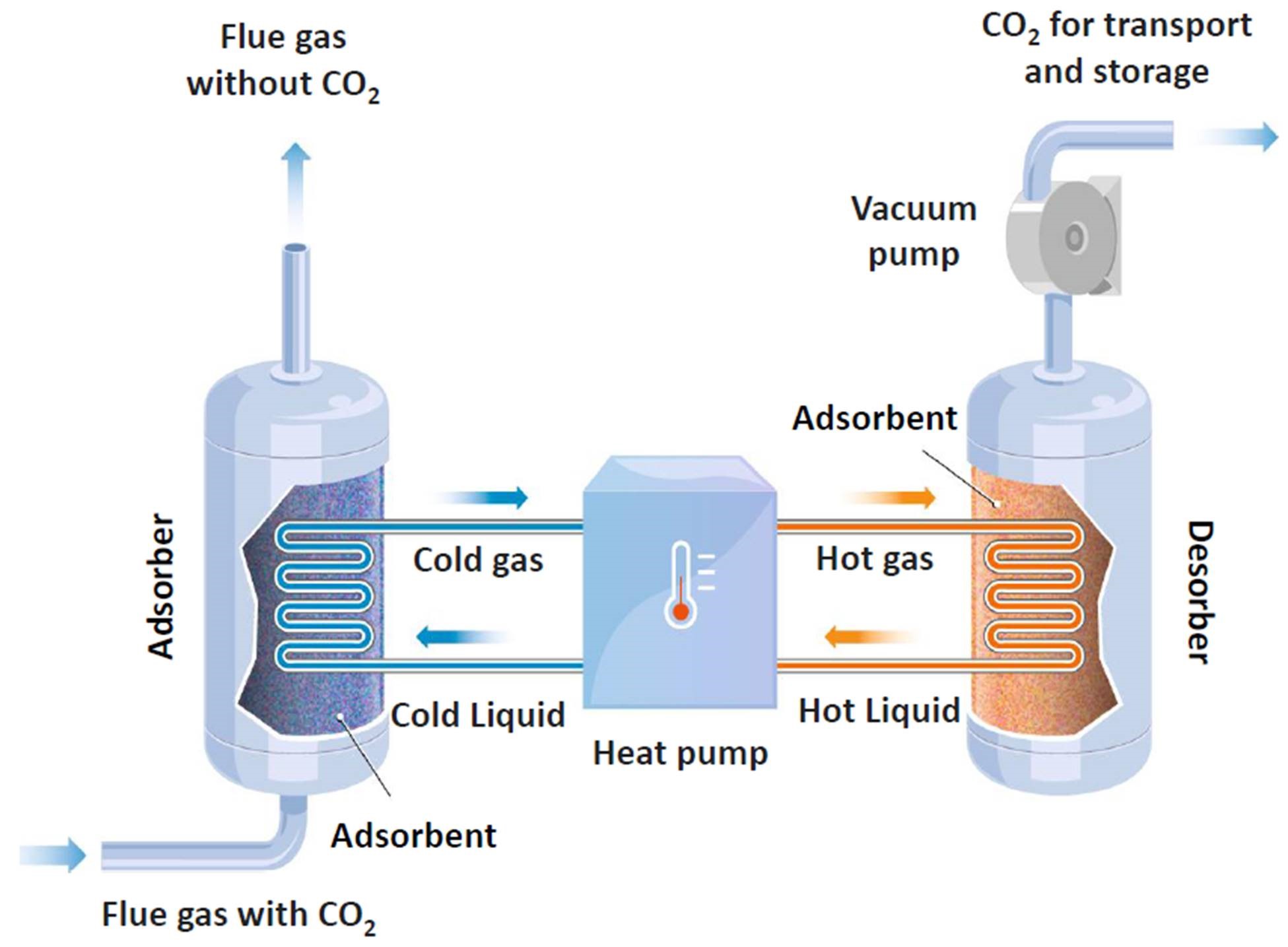
Illustration by Doghouse/Knut Gangåssæter
As a result, a large amount of heat is transferred between the two reactors in the process, and the energy cost is reduced considerably.
Suitable for retrofitting in existing installations
Testing is still in progress to determine which adsorbent captures CO2 most effectively. Among other things, effective tests have been achieved using polyethylenimine (PEI) and alkali metal-based adsorbents, both in powder form.
Both the heat pump and the vacuum pump used in the SARC process are powered by electricity. This makes it easy to retrofit a scrubbing installation to existing exhaust sources if necessary, in contrast with many other technologies which require complex heat integration or additional steam generation.
SINTEF is now working on estimating the cost of integrating SARC technology in three specific industries: Cement manufacture, energy generation from waste and coal-fired power generation. The aim is to demonstrate the concept in a new project financed by the CLIMIT programme.
CLIMIT is the Norwegian national programme for research, development and demonstration of technology for the capture, management and disposal of CO2 in connection with gas-based energy generation from fossil fuels. The programme is managed by Gassnova and the Research Council of Norway.
Several partners are participating in the project (SINTEF Industry, NTNU, Politecnico di Milano, KRICT and RTI) and three industrial users are represented by Norcem, EGE-city of Oslo and Twence.